|
在数控机床上,不仅需要对主轴进行精确的速度控制,低频力矩大,响应快,同时也需要对主轴进行精确定位控制。Alpha6430s在高性能闭环矢量控制的基础上增加定位和进位功能,可对主轴实现任意点定位和任意角度进位。

图1
二、硬件连接
如图1所示为5.5KW变频器的硬件连接。运行命令由端子给定,频率设定由模拟AI1给定。电机采用增量式编码器,AB相接X5、X6端子,并且设置好电机与主轴之间的传动比P6.08。如果编码器装在主轴上,则需设置好P2.49、P2.50并且P6.08设置为1。
三、调试说明
1、闭环矢量。因为系统运行在闭环矢量控制下,所以先保证闭环矢量运行正常。首先进行电机参数自整定,将电机与负载脱开,PA.29=2(旋转整定)。如果不能与负载脱开也可PA.29=1(静止整定)。或者直接抄写同类型电机的参数。设置好编码器线数P2.44。P0.01=1(闭环矢量控制)。先数字给定P0.02=10HZ,运行,若以较低的频率跑且电流很大,则应把编码器AB相换个相序。
2、定位功能。闭环矢量能正常运行的情况下定位功能的设置,使P6.07=1,定位功能模块才有效。主轴位置以脉冲数确定,可以以任意位置为参考0°,主轴转360°对应:编码器脉冲数*传动比*4。比如编码器为1000线,传动比1.5,则360°对应:1000*1.5*4=6000个脉冲,若要停在60°则P6.11设置值为:60/360*(1000*1.5*4)=1000。确定参考0°时,可使主轴停在某一角度,然后按上述公式算出角度对应的脉冲值,调整当前位置显示(P6.46)为此脉冲值即可。可设置4个定位角度(P6.11~6.14),通过选择端子选择,若需要更多的定位角可通过通讯设置。设置PC.21=1,则可在监视状态查看主轴当前位置。
另外在定位完成之后可进行进位处理,或者给定运行命令前,进位使能已经有效则直接输出定位完成,可接收进位命令。进位使能时定位使能命令无效。进位角同样以脉冲的方式设置,计算方法同上。时序如图2所示
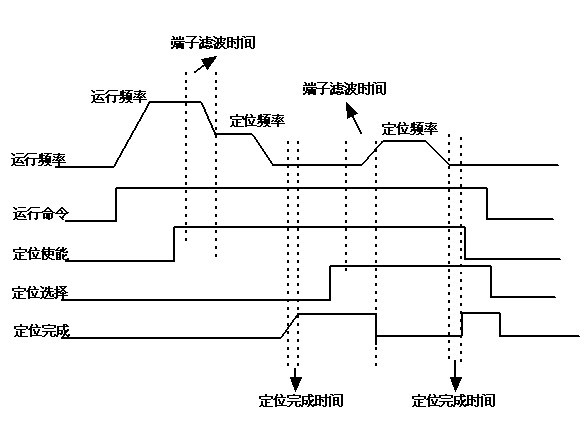
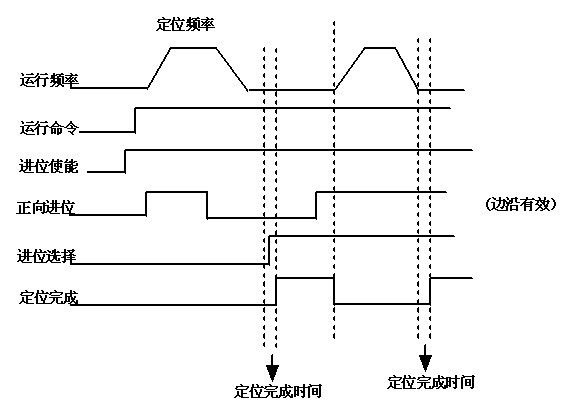
图2
四、总结
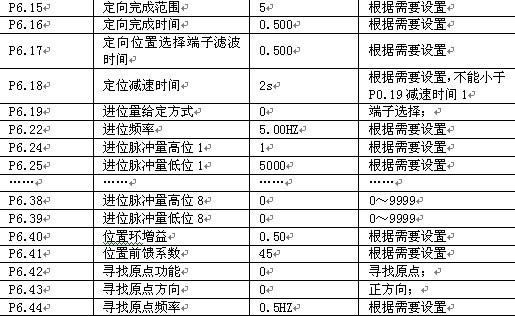
定位时变频器先运行到定位频率再执行定位过程,若出现超调可适当减小定位频率,或延长定位时间或者调小比例增益。目标是在不出现超调的情况下尽量减小定位时间。
经现场调试,Alpha6430s完全能满足定位精度要求,在主轴定位场合完全可替代伺服大量节省数控机床成本。
附表:现场调试参数参考值

(发加工 承揽加)
编辑:一百加工通讯员
|








